Technologies
Material selection
We match the right materials to your product requirements
SAN
Like PS in composition, styrene-acrylonitrile resin (SAN) is often used as a replacement for the former material when higher temperature resistance is required. This is of paramount importance on packaging lines where hot-filling takes place.
Advantages: Strong, high temperature resistance, better chemical resistance than PS
Constraints: Higher water absorption than other plastics, low impact strength
Technologies: IM, ISBM
Applications: Thick wall jars
PP
A versatile and close to neutral thermoplastic polymer, polypropylene (PP) is used in a wide array of industries and consumer products. It is known for being unusually resistant to numerous chemical formulas, including bases, acids, and solvents.
Advantages: Extremely compatible, tough, flexible
Constraints: Limited high temperature applications, tough to paint
Technologies: IM, IBM, EBM
Applications: Jars, caps, closures, sticks, bottles
PS
Polystyrene (PS) offers an inexpensive alternative to acrylics as its standard appearance is glassy and shiny. Curiously, the polymer's melting point (transition from solid to liquid) is 100ºC, the boiling point (transition from liquid to gas) of H2O.
Advantages: Glassy and attractive, rigid and durable, food-safe, can be made into foam
Constraints: Susceptible to oxidation and UV degradation
Technologies: IM, IBM, ISBM
Applications: Coatings, shives, stoppers, caps
PET
Polyethylene terephthalate (PET) is highly prized for it's clear appearance as well as its light weight and high capacity for being recycled. In its natural state, PET is colourless and semi-crystalline, but it can be tinted or made opaque when combined with substances like chloroform.
Advantages: Rigid, lightweight, impact resistant, excellent gas and moisture barriers
Constraints: Susceptible to oxidation, can affect contents if stored too long
Technologies: ISBM
Applications: Bottles, jars
PET-G
A popular "flavour" of PET (polyethylene terephthalate), PET-G is glycol-modified to improve clarity and luminescence further, making the overall aspect of PET-G more visually vibrant and glass-like than standard PET. It is often used to create thick-wall containers as it has an appearance similar to glass without any of the associated fragility.
Advantages: Brilliant, luminous, a visual appearance close to glass
Constraints: Can yellow over time, easily scratched
Technologies: IM, EBM
Applications: Thick wall and/or heavy bottom jars and bottles
HDPE
HDPE stands for high density polyethylene and is also known as PEHD (polyethylene high-density), depending on the region. It is one of the most used polymers in the world, found in everything from pipes to boats to plastic bags to 3D printer filaments. We offer a massive range of HDPE bottles.
Advantages: Extremely high strength to density ratio
Constraints: Subject to stress cracking, high thermal expansion
Technologies: IM, EBM
Applications: Bottles, closures
LDPE
Low density polyethylene (LDPE), referred to in some places as polyethylene low density (PELD), is a versatile and ubiquitous plastic used in many industries, including beauty and food packaging, trays and containers, films and wraps, and even playground equipment.
Advantages: Highly compatible with a wide array of substances, flexible, tough
Constraints: Should not be used with haloalkanes, including propellants, solvents, or refrigerants
Technologies: IM, EBM
Applications: Bottles, closures
SMMA
Similar to PMMA, styrene methyl methacrylate is an amorphous thermoplastic often used for forming premium components that have a similar appearance to glass.
Advantages: Thermal stability, very clear, durable and hard
Constraints: Poor chemical resistance or high temperature performance
Technologies: IM
Applications: Thick wall jars
ABS
Acrylonitrile butadiene styrene (ABS plastic) is a common plastic of the thermopolymer category that is created by polymerizing styrene and acrylonitrile in the presence of polybutadiene. It offers numerous properties that make it ideal for packaging that requires a high degree of toughness.
Advantages: Resistance to impact, extremely durable, easily machined if necessary
Constraints: Flammable at very high temperatures
Technologies: IM
Applications: Caps, sticks
PMMA
Polymethyl methacrylate is better known as a part of the general category of acrylic plastics: hard, glass-like polymers that are often sculpted to create components comparable to silicon components without the related fragility.
Advantages: Tensile and flexural strength, high transparency and brilliance, can be polished
Constraints: Can swell when exposed to specific substances
Technologies: IM
Applications: Thick wall jars
Surlyn
Surlyn® is the brand name for a type of ionomer produced by the DuPont™ company. It is a light and visually attractive material than can be sculpted or formed, used as a finishing material, or directly as the basis for containers that require a premium appearance.
Advantages: Thermal stability, very clear, durable and hard
Constraints: Difficult to tool
Technologies: IM
Applications: Closures, bottles, coatings
Wood
Wood is a natural product that is warm to the touch and, if managed properly, a fully renewable and biodegradable resource.
Advantages: Hefty, warm, natural
Constraints: Can’t be moulded or manipulated like plastic
Technologies: IM, carving, lathing
Applications: Closures
Aluminium
This metal (atomic symbol Al) is silver-white in its natural state and is used in many manufacturing processes as it is extremely lightweight, resistant to corrosion, malleable, ductile, and plentiful.
Advantages: Extremely light in weight, easy to shape, and resistant to corrosive materials
Constraints: Costly, more difficult to manipulate than plastic
Technologies: Deep drawing
Applications: Caps, fragrance actuators, collars
POM
Polyoxymethylene, known as POM or acetal resin on the market, is an excellent hard plastic that offers excellent resistance to solvents and is extremely durable.
Advantages: Solvent resistant, very glossy
Constraints: Low resistance to acids/bases
Technologies: CM, IM
Applications: Closures, bottles, jars, luxury components
PE
Polyethylene (PE) is one of the most widely used polymers in the world, appearing in everything from diapers to garbage bags to luggage. The material is often used to create closure components with "living hinges", including flip-top caps.
Advantages: Malleable, resistant to impact, gas and water vapour permeability
Constraints: Low strength, rigid
Technologies: IBM, ISBM
Applications: Caps
Duroplast
Originally designed to be used as a material for the surface of the Trabant automobile, Duroplast is a close relative of both formica and bakelite, and is mostly composed of cotton waste and phenol resins. It is light, strong, and can be shaped through pressing in the same way as steel. For this reason, it's an excellent material to be used with the compression moulding transformation process.
Advantages: Easily shaped, very durable, hard
Constraints: Takes longer to form or shape
Technologies: CM
Applications: Cosmetic containers, luxury items
Transformation Processes
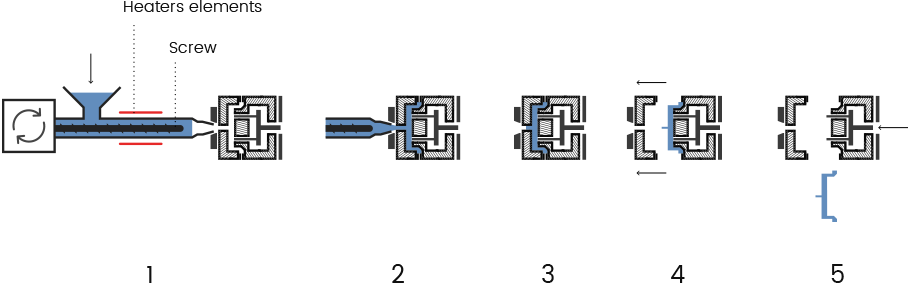
Modern techniques in injection moulding (IM) mean a mould is created, it is filled with molten plastic, and after it has cooled sufficiently, the mould is opened and the finished piece is withdrawn and tidied. Rebhan's machines offer spindle drives that are direct-acting and ensure optimal repeat accuracy and part quality. They are also very clean as they feature liquid-cooled, encapsulated servo-electric drives and power recovery during braking.
- Liquid plastic is pushed out through a high pressure nozzle, with a screw plunger that assists the process
- The injected liquid takes up all the space inside the mould
- The injection rod is removed and the mould is closed
- The mould is opened to reveal the finished product
- The piece of packaging is removed to be cleaned, trimmed, and decorated
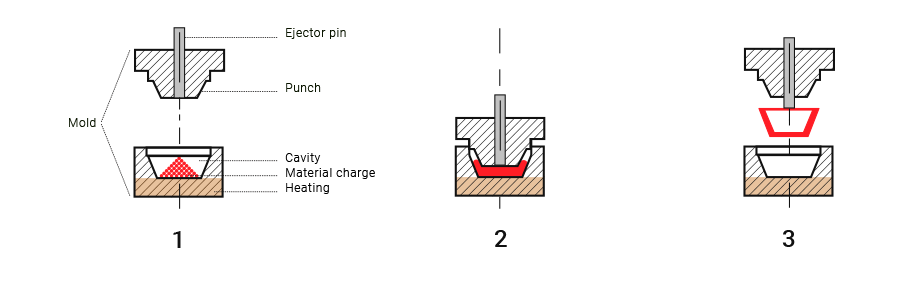
Using a two-piece mould that simultaneously shapes and compresses polymers, compression moulding produces packaging pieces that are incredibly sturdy, durable, and offer an appearance of the highest quality. As there is no injection, there is no visible injection seam that remains on the packaging. Compressed items also offer very little post-production shrinkage.
- A charge of material is placed onto the heated lower half of the mould
- The top half of the mould descends to shape and compress the material
- An ejector pin pushes the finished product out to proceed to finishing and decoration

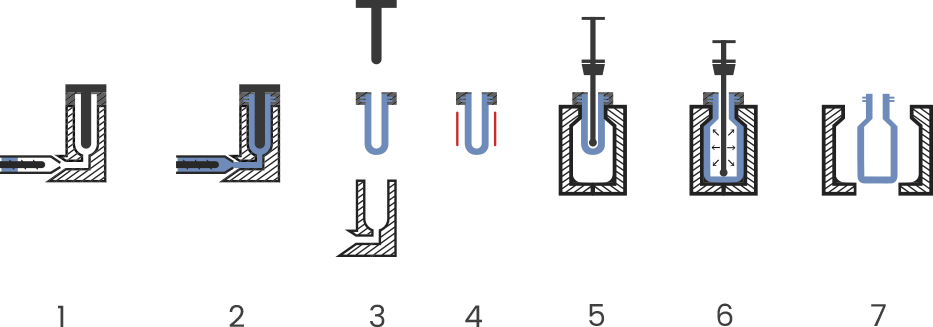
Injection blow moulding is used specifically to create hollow plastic packaging components such as bottles or other containers of smaller volumes. The material to be used is melted such that it is malleable and will accept manipulation. Then it is gathered into a parison (a blob of hot material with a hollow top and interior) and set into the mould in order to be blown out to cover the interior walls. The machines used by Rebhan quickly and efficiently produce individual components, as the heating and cooling times of plastic are short. Almost as soon as the material has been moulded, it can be withdrawn and finished.
- Molten material is injected around a pin
- The pin with the hot material surrounding it is removed from the injector
- The pin and material are set into a mould
- The mould is closed around the pin and the hot material
- Pressurized air is blown through the pin to push the material out into the interior of the mould
- The mould is opened and the moulded component and pin removed
- A finishing bolt travels along the pin to remove it from the component
- The finished piece of packaging can move on to be cleaned up and decorated
The basis of a lot of packaging container manufacturing is ISBM, which stands for injection stretch blow moulding. The process begins with a plastic pre-form that is heated and pushed into a mould by a pin which then ejects pressurized air out of several openings. The material then fills the mould, shaping the container. The majority of ISBM lines use a three-step process that involves injection, moulding, and removal phases. Our machines have an added conditioning step after the initial injection. This phase optimizes the temperature of the preforms allowing optimal material usage and the capacity to create shapes more complex than circular, like ovoidal, square, or polygonal.
- Plastic is pushed into a pre-form mould
- A pre-form is created, which can be stored or shipped
- The pre-form is released
- In the conditioning station the pre-form is heated
- An injection pin pushes the soft pre-form into the mould
- Air is ejected from the pin to expand the material
- The material takes the shape of the mould and is completed
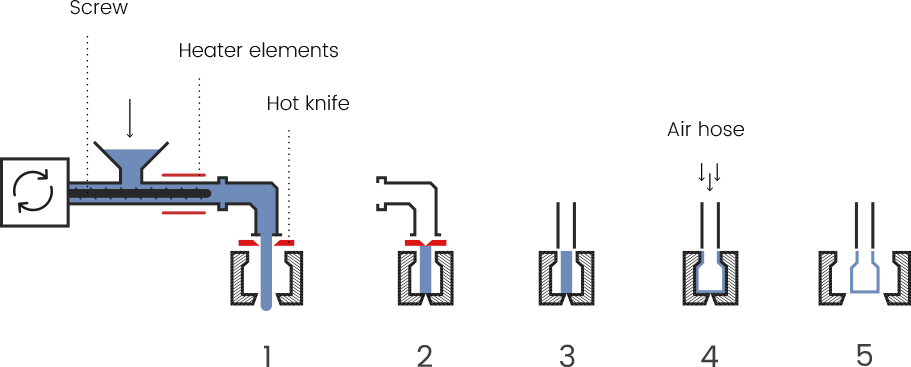
Extrusion blow moulding, or EBM, is slightly different from its cousin ISBM. In this case, plastic is pushed out through an aperture around a central axis to create a long, plain plastic tube. The tube is then set into a mould where an air jet is placed into the top opening. Air is blown directly into the plastic tube, pushing the material out into the mould. The plastic takes on the shape of the mould and is ready for decoration. The EBM machines used at Rebhan are 100% electric, providing exact and efficient processing.
- Liquid plastic is pushed out through a nozzle, surrounding a central axis
- The hollow plastic stream is cut at a specific length
- The still-warm plastic tube is set into a mould
- Air is blown into the tube and the plastic takes the shape of the mould
- The resulting container is ready for next steps, like finishing or decorating
Decoration Techniques
Decoration Techniques
Decorating a piece of packaging is an important process. The right look and feel is important to consumer recognition, brand equity and sales. To ensure a brand's packaging at its best, we offer all state-of-the-art decoration techniques in-house.
Bespoke packaging is unique because of the shape in combination with decoration. Decorating standard packaging will make it pop on the shelf, drawing consumer eyes and increasing the odds of purchase. The right decoration will ensure that your standard packaging product will also be truly special.
Techniques we offer
Silk-Screening
This technique involves using a permeable screen that has zones blocked off so that ink can be transferred to a surface, with numerous colours being mixed or applied in layers to create just the right look. All sorts of different types of shapes and images can be transferred efficiently with very precise edges. Silk-screening has evolved significantly over the last few decades with regard to accuracy and velocity since its introduction as an industrial decoration technique.
Hot-Stamping
Hot-stamping occurs in a totally dry printing environment where foils are applied to surfaces using high temperatures. Temperatures are precisely set to effect the transfer without causing any damage to the surface where it is being applied. This technique is most often used with temperature-resistant metallic foils in different colours, such as gold or silver, though many modern foils can be applied to achieve a specific effect, such as holographs or textures. HK also offers a unique wide area hot-stamping technique where the contour of the packaging is considered allowing for a result with perfect geometry.
Metallization
There is a difference between full metal components and the metallization of another material. In this case, we offer the ability to coat our plastic items in a metal finish that offers the appearance of a full metal piece of packaging without the added weight that solid metal normally involves, even lightweight aluminum. Each component undergoes a precise coating process where the thickness of the metallization is strictly monitored, to ensure an even coating and a proper look and feel.
Lacquering
This technique applies surface coatings to the packaging. All our lacquers are water-based, which are much less harmful to the environment.
Labelling
HK offers two types of labelling technologies: standard surface labelling and in-mould labelling (IML). Surface labelling includes any sort of paper, plastic or metal label that is applied to the surface of the packaging container using an adhesive or an adhesive in combination with heat. Surface labelling involves three stages at HK, including automatic feeding, label application, and full inspection. In-mould labelling is a more contemporary technology where a label is inserted into the mould during the injection fabrication process. This eliminates the labelling stage from the filling line where it is normally performed, removing complexity from that process and making the overall packaging manufacturing process more efficient.